

Ho lahla lehlabathe ho sebelisa lehlabathe le letala (lehlabathe le mongobo) kapa lehlabathe le omeletseng ho etsa mekhoa ea ho bopa. Theho lahla lehlabathe le letalake mokhoa oa khale ka ho fetisisa o kileng oa sebelisoa historing. Ha ho etsoa hlobo, lipaterone tse entsoeng ka lehong kapa tšepe li lokela ho hlahisoa e le ho etsa sekoti se sekoti. Ka mor'a moo, tšepe e qhibilihisitsoeng e tšela ka mokoting ho etsa li-castings ka mor'a ho pholile le ho tiisa. Ho lahla lehlabathe ho theko e tlase ho feta lits'ebetso tse ling bakeng sa nts'etsopele ea hlobo le karolo ea ho lahlela yuniti. Ho lahla lehlabathe, kamehla ho bolela ho lahla lehlabathe le letala (haeba ho se na tlhaloso e khethehileng). Leha ho le joalo, matsatsing ana, mekhoa e meng ea ho lahla le eona e sebelisa lehlabathe ho etsa hlobo. Ba na le mabitso a bona, joalo kaho lahla hlobo, furan resin e koahetsoeng ka lehlabathe (ha ho mofuta oa ho baka),foam e lahlehilengle vacuum casting.
Re na le mefuta e fapaneng ea ho latsoa bakeng sa khetho ea hau. Karolo ea boikhethelo bakeng sa projeke ea hau e tla ba khetho ea mokhoa oa ho lahla o tla sebeletsa litlhoko tsa hau hantle. Sebopeho se tummeng ka ho fetisisa ke sa lehlabathe se kenyelletsang ho etsa setšoantšo sa sengoathoana se phethiloeng (kapa mohlala) se hatelitsoeng ka lehlabathe le li-add adtives ho etsa setšoantšo sa ho qetela. Mohlala o tlosoa ka mor'a hore hlobo kapa maikutlo a thehoe, 'me tšepe e hlahisoa ka mokhoa oa ho matha ho tlatsa sekoti. Lehlabathe le tšepe lia aroloa 'me samente ea hloekisoa le ho phethoa bakeng sa ho romelloa ho moreki.
Sand Casting VS Shell Mold Casting:
Ka bobeli ho lahla lehlabathe le hlobo ea likhetla li sebelisa lehlabathe ho etsa mokoti oa ho tšeloa. Phapang ke hore ho lahla lehlabathe ho sebelisa lehlabathe le letala kapa lehlabathe le omileng (ho lahleheloa ke foam le vacuum casting ho sebelisa lehlabathe le omileng ho etsa hlobo), ha khetla ea hlobo e sebelisa lehlabathe le koahetsoeng ka resin ho etsa mekhoa ea ho bōpa. Lehlabathe le koahetsoeng le ne le ke ke la sebelisoa hape. Leha ho le joalo, likhetla tsa hlobo castings na le molemo haholo boleng ho feta ealehlabathe.
Sand Casting VS Investment Casting:
Mekhoa ena e 'meli ea ho lahla e fapane ka thepa ea ho bōpa e sebelisetsoang ho etsa lipaterone.Ho kenya cheletee sebelisa boka ho hlahisa likopi tsa boka (ke ka lebaka leo e boetse e bitsoa "lahleha ea boka" e nang le boholo le litekanyo tse lekanang le li-castings tse lakatsehang. Joale likopi tsa boka li tla tlotsoa ka lehlabathe le lisebelisoa tse kopanyang (hangata silika kapa khalase ea metsi) ho haha khetla e matla bakeng sa ho tšela tšepe e qhibilihisitsoeng. Leha ho le joalo, ho lahla lehlabathe hangata ho nka lehlabathe le letala kapa lehlabathe le omeletseng ho etsa sekoti se sekoti, se nang le boholo le litekanyo tse lekanang le likarolo tse lakatsehang tsa ho lahla. Bakeng sa mekhoa ea ho lahla lehlabathe le ho etsa matsete, lehlabathe le boka li ka sebelisoa hape. Lits'oants'o tsa matsete hangata li na le bokhabane bo betere, tsa geometrical le ho nepahala ho feta tsa lehlabathe.
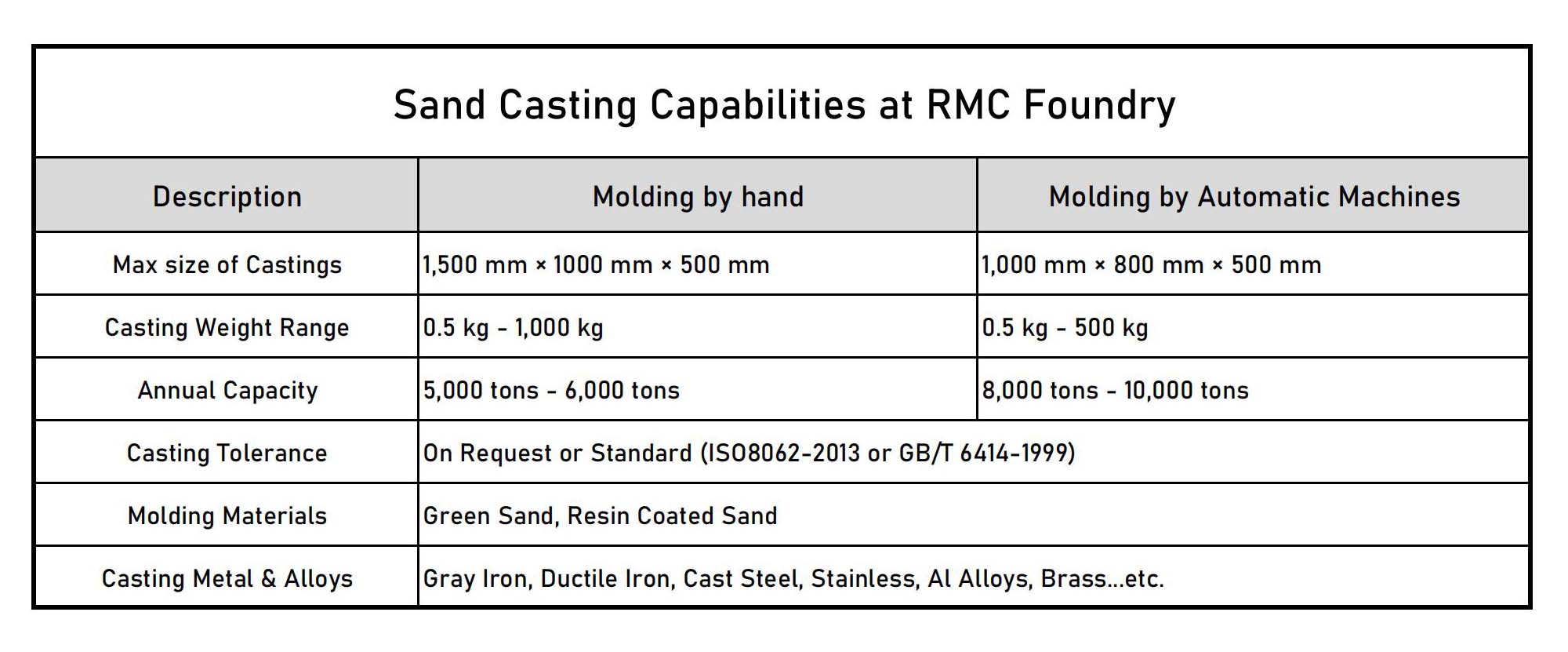
Mamello ea ho lahla e arotsoe ka Dimensional Casting Tolerances (DCT) le Geometrical Casting Tolerances (GCT). Setsi sa rona se ka thabela ho bua le uena haeba u na le kopo e khethehileng mabapi le mamello e hlokahalang. Mona ho tse latelang ke boemo ba ho mamellana ka kakaretso boo re ka bo fihlelang ka ho lahla lehlabathe le letala, ho lahla hlobo ea likhetla le lehlabathe le sa bakeng la furan resin:
✔ DCT Kereiti ka Green Sand Casting: CTG10 ~ CTG13
✔ DCT Kereiti ka Shell Mold Casting kapa Furan Resin Sand Casting: CTG8 ~ CTG12
✔ Kereiti ea GCT ka Green Sand Casting: CTG6 ~ CTG8
✔ Kereiti ea GCT ka Shell Mold Casting kapa Furan Resin Sand Casting: CTG4 ~ CTG7
Melemo ea Mokhoa oa ho Lahlela Lehlabathe
1- Theko e tlase ka lebaka la thepa ea eona ea hlobo e theko e tlaase le e ka sebelisoang hape le lisebelisoa tse bonolo tsa tlhahiso.
2- Mefuta e mengata ea boima ba yuniti ho tloha ho 0.10 kg ho isa ho 500 kgs kapa ho feta ho feta.
3- Sebopeho se fapaneng ho tloha ho mofuta o bonolo ho isa ho o rarahaneng.
4- E loketse litlhoko tsa tlhahiso ea bongata bo fapaneng.
| Lisebelisoa bakeng sa Mokhoa oa ho Lahlela Lehlabathe ho RMC Foundry | |||
| Sehlopha | China Kereiti | Sehlopha sa US | Jeremane Kereiti |
| Ferritic Stainless Steel | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1.4000, 1.4005, 1.4008, 1.4016, GX22CrNi17, GX4CrNi13-4 |
| Martensitic Stainless Steel | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| Austenitic tšepe e sa hloekang | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.44404, 904,9 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581, 1.4582, 1.4584, |
| Pula Ho thatafatsa tšepe e sa hloekang | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1.4542 |
| Duplex Stainless Steel | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770 |


Lehlabathe Mold Casting Foundry






{kind=link}